


 浏览器自带分享功能也很好用哦~
浏览器自带分享功能也很好用哦~✦ 喷雾+预热+焊接1+焊接2双焊接模组一体化设计。
✦ 双焊接模组,单杠/双焊接模组,双缸,可选。
✦ 适用于大批量生产,提高生产效率。
选择性波峰焊工作流程
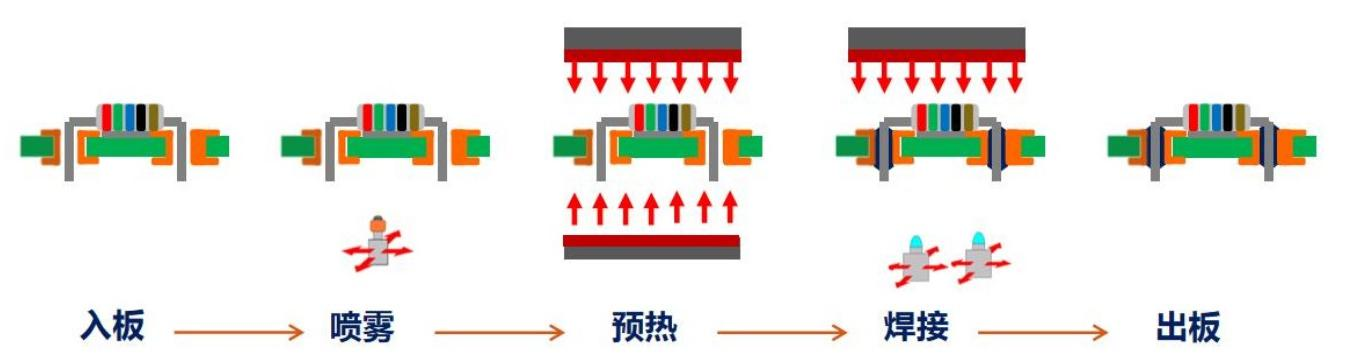
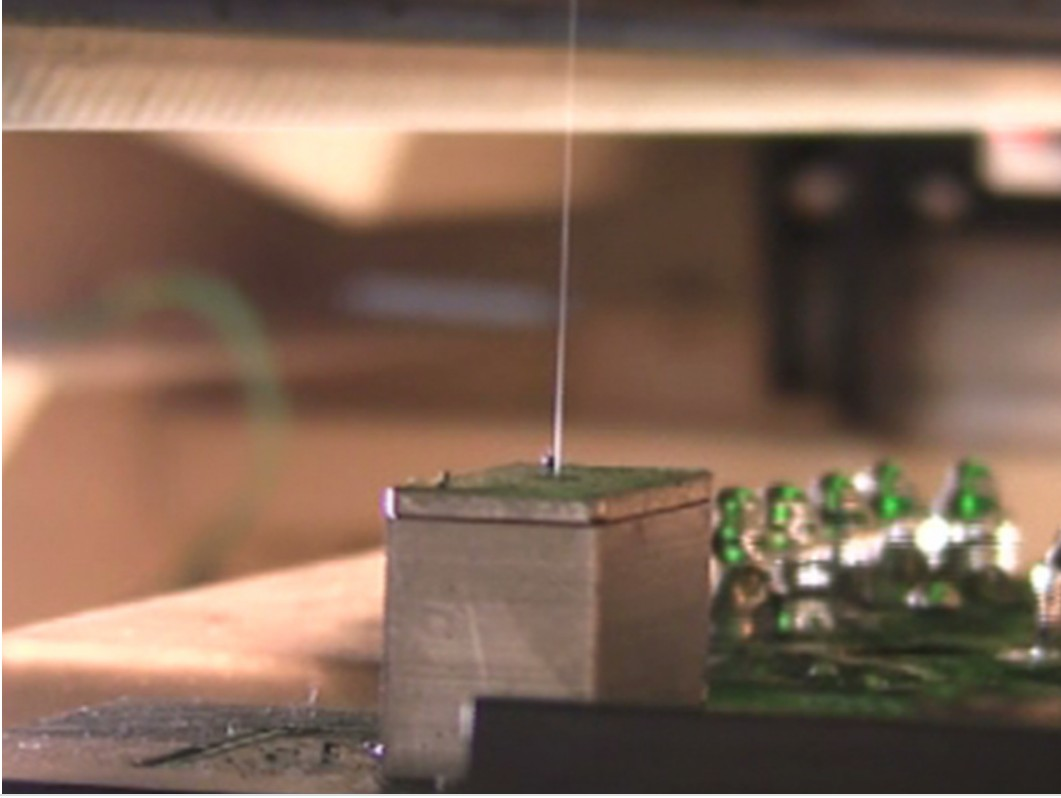
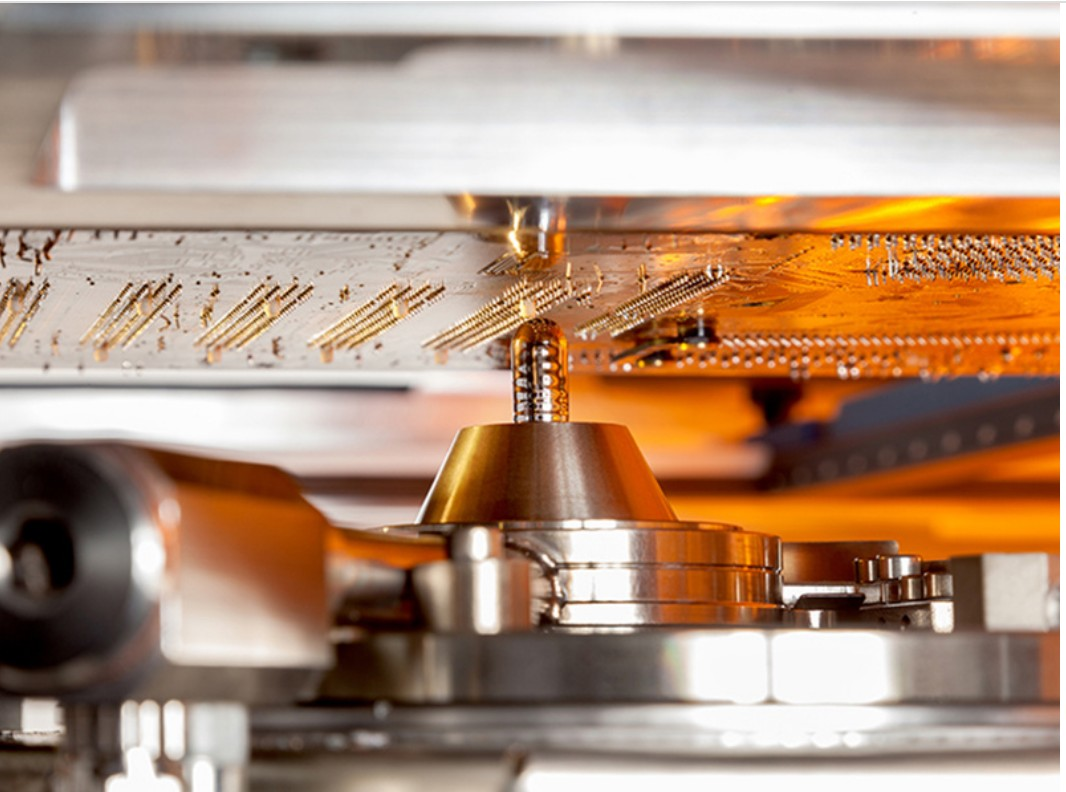
标准机采用德国进口精密滴喷嘴,喷口直径 130μm,可以均匀地将助焊剂喷射在所需要焊接区域。较小喷射区域 3mm,比传统喷雾节省至少 90%助焊剂。根据用户需求,在喷雾区域大面积低精度的情况下,也提供喷雾式喷嘴:使喷雾过程更加迅速。
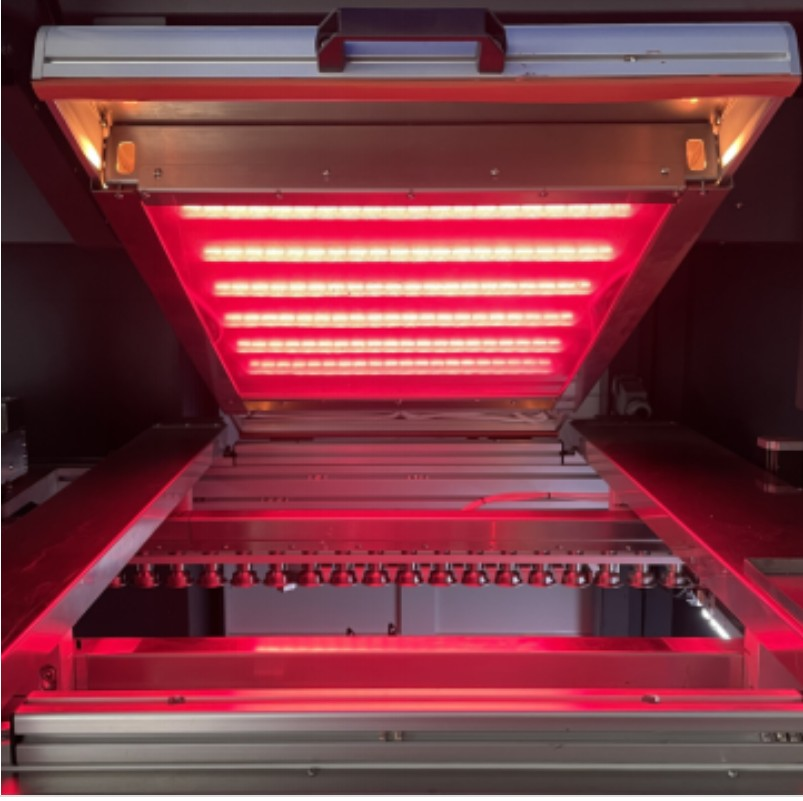
预热模块由顶部预热(可选红外和热风)、预热区底部红外预热、焊接区顶部预热(可选红外或热风)组成,各温区单独循环、单独控温。
集成了链条传输系统与滚轮传输系统。其中,在预热模组与喷雾模组采用链条传动。焊接模组采用滚轮传动,可以极大地提升定位的准确性与重复精度。

波峰稳定;喷嘴拆换便捷;高质量喷嘴(可以使用 3 个月);占地空间小;节能;换线快。可根据焊点大小选择喷嘴,可控制每个焊锡点的焊锡量、热容量及时间,可设定想的焊锡条件。
规格参数
机器型号 | SEL-31D/32D |
外形尺寸 | L4200mm X W1650mm X H1650mm |
电源 | 三相五线制380V 50HZ |
导轨可调范围 | 100-600MM |
PCB板尺寸 | L450 X W500MM双锡炉焊接时 单板较大尺寸450*240mm |
运输高度 | 900±30mm |
运动平台 | 轻量化设计的铸铝平台 |
滚珠丝杆与松下伺服 | |
运动精度 | ±0.05 mm |
波峰驱动 | 标配机械泵/电磁泵选配 |
锡炉数量 | 双缸/四缸 |
锡炉容量 | 13 kg /炉 |
氮气消耗量 | 每个锡缸约1.5 ~2 m3/h |
编程方式 | 在线/离 |
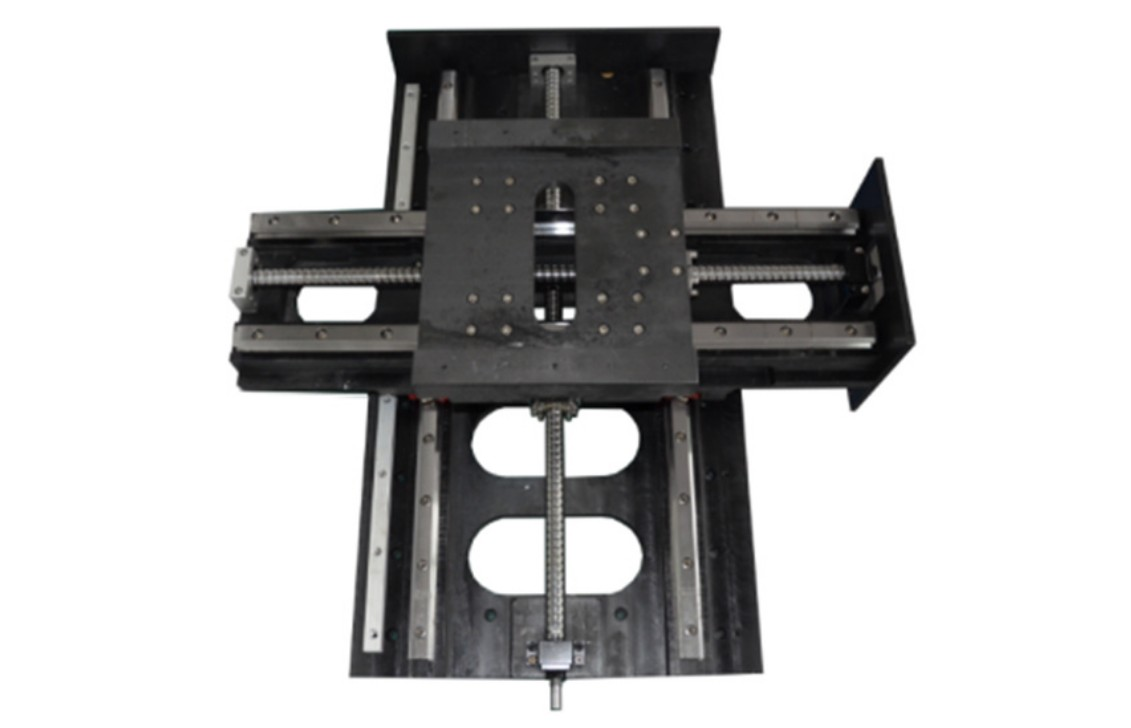
XY 焊接平台由高精度滚珠丝杠及线性滑轨组成,由高速伺服马达驱动,可实现快速精确定位,重复、定位精度。Y 轴为前后运动,X 轴为左右运动。Z 向锡炉升降平台由伺服电机驱动滚珠丝杠,带动 Z 向平台上下往复垂直运动。
埃斯特选焊
 浏览器自带分享功能也很好用哦~
浏览器自带分享功能也很好用哦~✦ 喷雾+预热+焊接1+焊接2双焊接模组一体化设计。
✦ 双焊接模组,单杠/双焊接模组,双缸,可选。
✦ 适用于大批量生产,提高生产效率。
选择性波峰焊工作流程
标准机采用德国进口精密滴喷嘴,喷口直径 130μm,可以均匀地将助焊剂喷射在所需要焊接区域。较小喷射区域 3mm,比传统喷雾节省至少 90%助焊剂。根据用户需求,在喷雾区域大面积低精度的情况下,也提供喷雾式喷嘴:使喷雾过程更加迅速。
预热模块由顶部预热(可选红外和热风)、预热区底部红外预热、焊接区顶部预热(可选红外或热风)组成,各温区单独循环、单独控温。
集成了链条传输系统与滚轮传输系统。其中,在预热模组与喷雾模组采用链条传动。焊接模组采用滚轮传动,可以极大地提升定位的准确性与重复精度。
波峰稳定;喷嘴拆换便捷;高质量喷嘴(可以使用 3 个月);占地空间小;节能;换线快。可根据焊点大小选择喷嘴,可控制每个焊锡点的焊锡量、热容量及时间,可设定想的焊锡条件。
规格参数
机器型号 | SEL-31D/32D |
外形尺寸 | L4200mm X W1650mm X H1650mm |
电源 | 三相五线制380V 50HZ |
导轨可调范围 | 100-600MM |
PCB板尺寸 | L450 X W500MM双锡炉焊接时 单板较大尺寸450*240mm |
运输高度 | 900±30mm |
运动平台 | 轻量化设计的铸铝平台 |
滚珠丝杆与松下伺服 | |
运动精度 | ±0.05 mm |
波峰驱动 | 标配机械泵/电磁泵选配 |
锡炉数量 | 双缸/四缸 |
锡炉容量 | 13 kg /炉 |
氮气消耗量 | 每个锡缸约1.5 ~2 m3/h |
编程方式 | 在线/离 |
XY 焊接平台由高精度滚珠丝杠及线性滑轨组成,由高速伺服马达驱动,可实现快速精确定位,重复、定位精度。Y 轴为前后运动,X 轴为左右运动。Z 向锡炉升降平台由伺服电机驱动滚珠丝杠,带动 Z 向平台上下往复垂直运动。







 沪ICP备2024098261号-1
沪ICP备2024098261号-1